今後成長が見込まれる世界の航空機市場では、国際基準に基づいた認証・証明の取得や、構成部品に対する厳しい品質管理が要求されています。近年、性能向上が進むエンジンコンポーネントをはじめとする航空機構成部品の開発から生産までを、ACCRETECHが培ってきた「測る」技術で支えます。
航空機エンジン構成部品の生産工程における三次元計測 -ケース-
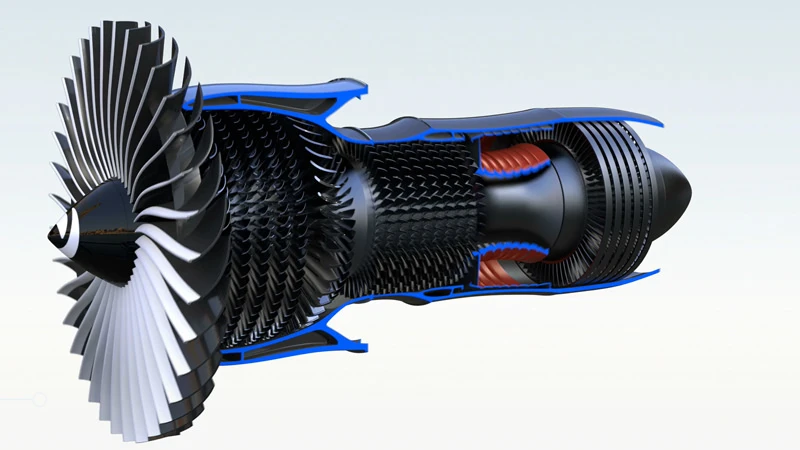
エンジンの外側を包み込む耐圧容器であるケースは、他の航空機エンジンコンポーネントと同様に、チタンなどの難削材から加工されます。大きなサイズの材料を削り出して仕上げるため高度な製造技術を要し、大きいもので直径がφ1000㎜以上となるものもあり、ワークサイズに適した大型かつ高精度な測定機が必要となります。また、ケース内部には様々な構成部品や配管がとりつくため、検査項目が多く、測定の効率化が非常に重要となります。
Zeiss ACCURAは大型モデルをラインナップし、測定の効率化を実現するロータリーテーブルオプションをご用意しております。通常ケースは外径・内径の全周を測定しますが、ロータリーテーブルを使用しない場合、使用するスタイラス角度が非常に多くなります。ロータリーテーブルの回転軸と測定機本体の3軸の計4軸が同期した4軸スキャニング測定を可能にするロータリーテーブルオプションにより、複雑形状の高精度測定を可能とします。またワークを回転させることで、準備するスタイラス角度は1方向のみとなり、全周を最小限のスタイラス構成で測定することが可能です。これにより測定時間の大幅な短縮を実現いたします。
航空機エンジン構成部品の生産工程における三次元計測 -ブレード-

近年、ブレードには燃焼効率に対する要求の高まりにより、非常に高い形状精度が求められます。ディスクの円周上に、ブレードが正確な角度で多数とりついており、翼面には三次元的なねじれがあります。曲率の高いブレードのエッジ部分を接触式で測定する場合、形状に応じてスタイラス径や測定速度などの調整が必要となってきます。また接触式測定で重要になるのが、ワークに対して法線方向にスタイラスをあてることですが、曲率の高いエッジ部分では一定の断面を測定するのが非常に難しくなります。非接触白色光距離センサZeiss DotScanは、最小8μmのスポット径を有し、エッジ部の形状を正確に測定できます。またロータリーテーブルを組み合わせることで、測定機本体のX、Y、Zの各軸にプログラム制御されたロータリーテーブルの回転軸が同期されます。これによりワークに対して法線方向に光軸を合わせることができ、ブレードの形状を高精度かつ短時間で測定することが可能です。
また、高効率な冷却機工を備えているブレード内部には分割された空洞や、多孔質材料で製作されたものがあり、非破壊での空洞評価も重要となってきます。Zeiss METROTOMは3D CADモデルとの形状比較から、寸法測定・幾何公差評価、さらには内部構造や冷却孔の非破壊検査が可能です。高感度ディテクタを搭載し、ノイズの少ない鮮明なスキャン画像を取得できます。
航空機エンジン構成部品の生産工程における三次元計測 -シャフト-
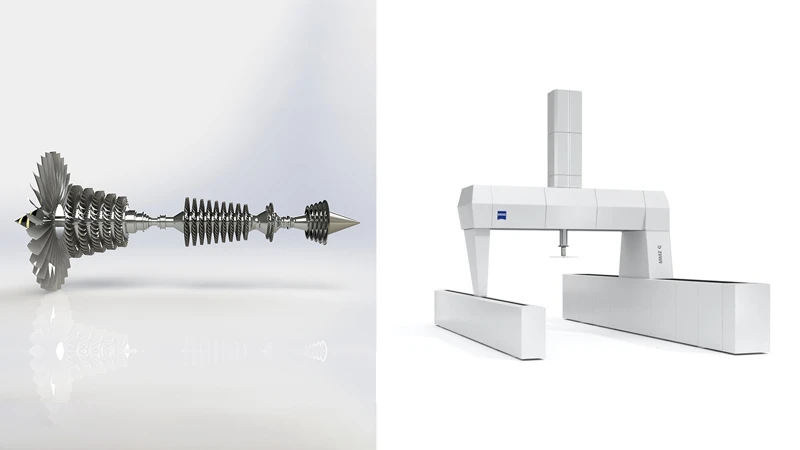
シャフトはエンジンの中心を通る中空の部品で、タービンからの動力をファンなどに伝える重要なパーツです。複雑な形状から高精度な機械加工を必要とし、さらに大型エンジン用の場合、長いもので3m以上にもなるため、大型かつ高精度な測定機が必要となります。超大型三次元座標測定機ZEISS MMZシリーズは、アクティブスキャニングプローブVAST goldを搭載し、最大1200mmのスタイラス使用を可能とします。またVAST goldの特徴である測定力(接触圧)の制御機能により、長軸スタイラスを使用した場合でも高精度なスキャニング測定を実現します。
航空機エンジン構成部品の生産工程における三次元計測 -ブリスク-
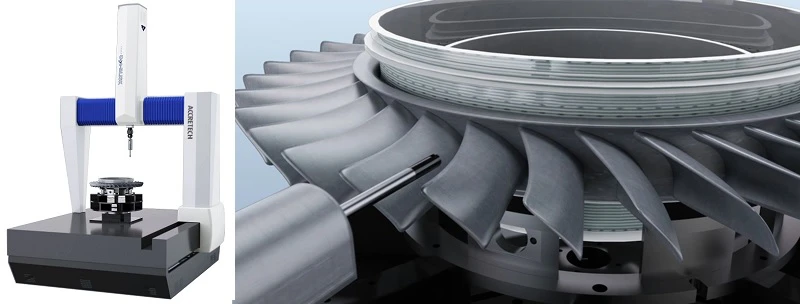
航空機エンジンの構成部品であるローターディスクとブレードを一体化した「ブリスク」の測定需要が高まっています。ブリスクが一体化構造となったことで、部品点数の削減や、部材の軽量化の利点はありますが、その複雑な構造から、求められる「測る」技術も高度化しています。Opt-BLISKは独自の測定パス生成技術と、XYZ軸および回転プローブの4軸同期制御により、ブレードとブレードの重なる狭い部分が存在するブリスクにおいても、感度を維持する最適な測定パスで高速スキャニング測定を可能にします。高加速を実現した三次元座標測定機AXCELと、非接触高精度回転プローブを組み合わせることで、従来の接触式センサ測定と比較して、約60%の測定時間短縮を実現しました。
その他のソリューション